Ojazdené autá s nevhodnou starostlivosťou sú pokryté koróziou. Niekedy, ak sa tento problém nevyrieši včas, je potrebná úplná výmena jednotlivých častí tela. V tomto prípade, bez zvárania nestačí. A samoobslužné zváranie karosérie vyžaduje zručnosti a minimálne skúsenosti.
Pri zváraní karosériou vozidla je najvhodnejšou možnosťou použitie poloautomatického zváracieho stroja. To vám umožní pracovať s akoukoľvek hrúbkou materiálu: od 0,7 do 4 mm. V tomto intervale sú vhodné napríklad tenšie krídla a silné ramená.
obsah
- 1 Metódy spájania prvkov v automobilovom zváraní
- 1.1 Zápal do tkaniva
- 1.2 Prekrytie spoja
- 1.3 Zvárané elektrické nity
- 2 Typy zvarov
- 2.1 Pevne prerušované
- 2.2 Pevné
- 2.3 bodkovaný
- 3 Poloha stehu
- 4 Príprava materiálu na zváranie
- 5 Nastavenie prúdu zvárania
- 6 Nastavenie gombíkov
- 6.1 Prvý prípad
- 6.2 Druhý prípad
- 6.3 Tretí prípad
- 6.4 Štvrtý prípad
- 7 Možné problémy pri prevádzke automatického zváračky
- 7.1 Nesprávny výber prúdu
- 7.2 Nesprávne nastavenie svorky v podávači mechanizme
- 7.3 Nízka spotreba plynu
Metódy spájania prvkov v automobilovom zváraní
Rôzne jednotky a možnosti na opravu stroja pomocou zváracích prác naznačujú iný prístup k prepojeniu nových vložiek so starým telesom. Zvážte tri hlavné spôsoby inštalácie kovového latoku.
Zápal do tkaniva
Zváranie karosérie s poloautomatickým zariadením sa najčastejšie vykonáva pomocou tupého kĺbu. Týmto spôsobom sa na tele nevytvára ďalšie zbytočné zhrubnutie. Táto metóda sa používa pri zváraní náplastí alebo malých vložiek, ktoré nie sú vystavené veľkej pevnosti v ťahu.
Typy pripojení
Pred prácou s opravami môžete odstrániť zúbky zo strán, ktoré sa majú zvárať.
Ak je hrúbka plechu až 2 mm, môžete to urobiť bez skosenia. Táto metóda párovania vyžaduje náročnejšie nastavenie zvarového dielu a pripravenej časti karosérie vozidla. Odstupy by sa mali udržiavať na minime av ideálnom prípade je potrebné bez nich. Metóda sa zvyčajne používa pre vonkajšie prvky tváre.
Pri vykonávaní tejto operácie musí byť zvárač dostatočne vysoká.
Zváranie na tupo
Práca sa vykonáva pomocou pevného bodového švu. Vysokokvalitné výsledky nevyžadujú časovo náročné narovnávanie a dlhé strihanie. Niekedy je dostatok tmelu a malty. Hrubšie listy železa sa ľahšie zvárajú a môžu sa tiež zvárať pevným bodovým švom. Varenie tenkého plechu je ťažšie.
Kĺbový spoj
Takéto spojenie je najjednoduchšie, a preto sa rozšírilo medzi automobilovými zvárači. Takže jeden z kusov kovu je umiestnený na druhom, zatiaľ čo otvor je úplne zablokovaný, čo musí byť opravené.
Zváranie sa prekrýva
Metóda je vhodná pre zváranie konštrukcií: prahy, medzery atď.
Zvárané elektrické nity
Takáto metóda je skôr typom prekrývania. Je však podobný bodovému zváraniu. Aktívne sa používa pri zváraní automobilov. Napríklad sa používa na inštaláciu nových krídel, výstužných podložiek na ráme karosérie.
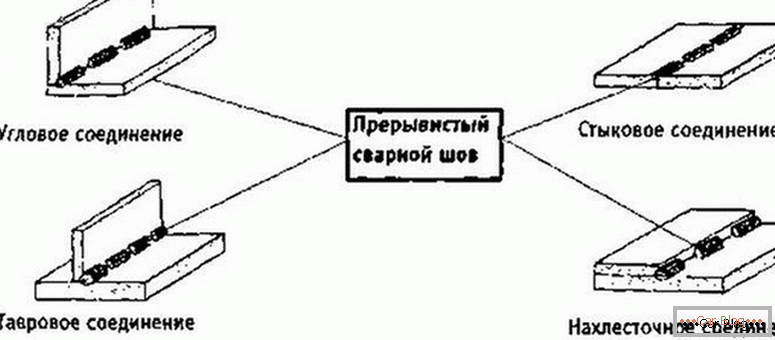
Typy zvarov
Napriek spájajúcim metódam v každom prípade technológia zvárania poloautomatickým strojom zahŕňa použitie rôznych druhov švov. Existujú tri populárne možnosti švu:
- pevné látky;
- na mieste;
- pevné prerušované.
Typy stehov
Každá z nich môže byť umiestnená v ľubovoľnej z metód párovania, a to ako pri prekrývaní, tak aj pri spodných spojoch.
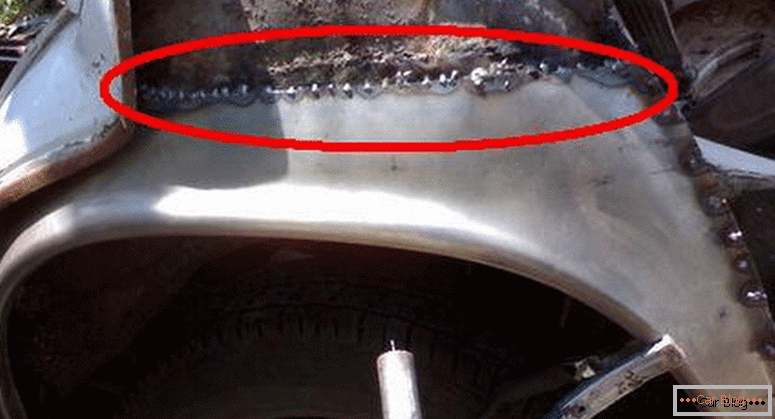
Pozri tiež: Čo robiť, ak svetlá svetla hmly vnútri?Pevne prerušované
Takýmto švom je pravidelné striedanie kontinuálnych sekcií a zlomov bez kovov. Výtvarník automaticky vyberie intervaly od výplne. To sa robí tak, aby sa na vozidle "nevytiahol" kov zváraného prvku alebo rámovej konštrukcie.
V tomto prípade sa prehriatie tabúľ zníži, čo prispieva k nemennosti fyzikálnych vlastností oceľovej zliatiny, z ktorej sú vyrobené.
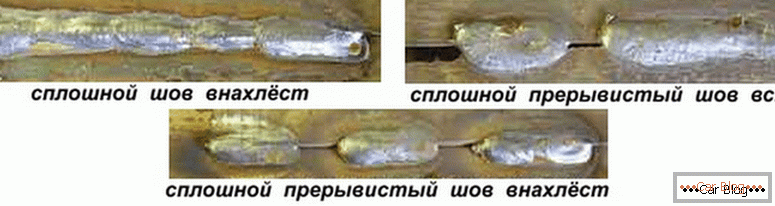
tuhý
Môže mať formu nepretržitého "nalievania" v roztavenom kovu a tiež vyzerá ako veľký počet bodových zvarov, ktoré sa nachádzajú veľmi blízko seba. Táto metóda sa takmer nepoužíva v automobilovom dizajne. Hoci sa dá použiť s takmer akoukoľvek hrúbkou kovu.
Použitie takého švu znižuje "elasticitu" celej konštrukcie. Počas prevádzky stroja sa môžu vyskytnúť aj únavové trhliny.
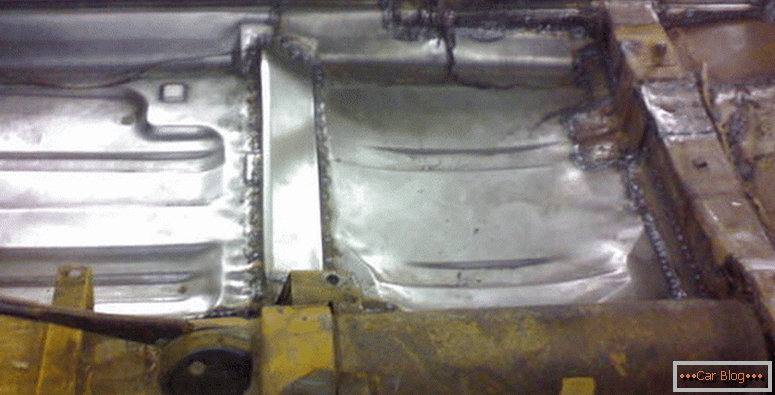
bodkovaný
Meno hovorí samo za seba. Zváranie v poloautomatickom stroji a spojenie plechov sa uskutočňuje pomocou zváracích bodov, ktoré sú rozložené pozdĺž párovacej línie v určenom intervale. Vzdialenosť medzi týmito bodmi je stanovená technologickou potrebou a môže byť od niekoľkých centimetrov do niekoľkých milimetrov.
Poloha stehu
Práca môže nastať v rôznych rovinách:
- horizontálne "horné zváranie";
- horizontálne "spodné zváranie";
- vertikálny šev.
Najvhodnejšia je možnosť s "horným" zváraním. V tejto polohe je šev úplne naplnený, vyplňujúc všetky dutiny a medzery. Menej vhodná možnosť pre vertikálnu prácu. V takomto prípade musíte zabezpečiť, aby kov neklesol nad šev.
Najťažšou metódou zvárania je "práca zospodu".
S touto polohou sa šev získava pod spájajúcimi sa prvkami a neustále prúdi dole. Preto musíte mať zručnosť pracovať v takej polohe, aby nedošlo k narušeniu kvality zvárania.
Príprava materiálu na zváranie
Pred začatím akéhokoľvek zvárania budete musieť povrch pripraviť. Za týmto účelom sa čistí zo všetkých typov znečistenia:
- stopy korózie;
- náterové farby a základy vrátane nákladu;
- konzervačné a ochranné vrstvy;
- všetky typy mazív.
Prítomnosť takýchto látok môže znížiť kvalitu zvarov, ktoré sa prekrývajú, alebo úplne bránia prechodu prúdu cez obvod.
Ďalšie negatívne účinky tiež nastali:
- plyn, ktorý vzniká pri spaľovaní horľavých zvyškov, môže vytvoriť poréznu zvárateľnú štruktúru s nízkou kvalitou;
- také plyny môžu "vyfúkať" kov z miesta zvárania, čo vedie k otvoreniu a roztavený kov môže spôsobiť popáleniny;
- znečistenie vyžaruje veľké množstvo dymu, čo môže viesť k otrave produktov spaľovania alebo spôsobiť požiar.
Povrchy by sa mali dobre prilepiť.
Bezpečnosť pri práci
Na to sa používajú rôzne svorky a západky. Dočasné upevnenie pomocou skrutiek alebo skrutiek je tiež povolené.
Nastavenie prúdu zvárania
Pre začínajúcich zváračov, ktorí nepracovali s tenkými plechmi menej ako 1 mm, odporúčame vykonávať prax nie na pracovných plochách vozidla, ale vykonávať experimentálne zváranie nepotrebných tenkých kusov.
Pri zváraní na vozidle je potrebné dodržiavať bezpečnostné opatrenia:
- keďže experimentálne pláty nemusia odoberať galvanizované vzorky, keďže sa páry prejavia ako jedovaté;
- nie je možné pracovať v silnom ponore alebo vetre, pretože to spôsobí vyfukovanie plynu z zváracej zóny, čo zníži kvalitu práce alebo úplne znemožní prácu.
Veľkosť zváracieho prúdu je priamo úmerná hrúbke kovu. Pre listy s malou hrúbkou budete musieť nastaviť prúd v rozmedzí 40-60 A.
Väčšina súčasných regulátorov na poloautomatických zariadeniach nemá absolútnu maturitu, ale relatívne. Preto sa musí podľa pokynov skontrolovať presný indikátor prúdu.
Správnosť zvoleného prúdu zobrazí kvalitu zvaru. Rôzne napätie v elektrickej sieti ovplyvňuje výstupné parametre zariadenia. Preto sa nastavenie zariadenia vykonáva vo väčšej miere experimentálnym výberom polôh nastavovacích gombíkov.
Pozri tiež: Ochrana proti korózii karosérie vozidlaÚprava regulátorov
Príkladom by bolo poloautomatické zariadenie. Helvi Panther 132, Má tri regulátory, ktoré ovplyvňujú aktuálny parameter. Dve prepínacie prepínače majú len dve polohy: "1" a "2" v prvom, "min" a "max" v druhej. Tretia hladko reguluje podávanie drôtu. A rýchlosť, ktorou sa drôt privádza, závisí od množstva prúdu. To znamená, že zariadenie nezávisle reguluje prúd v závislosti od napájania drôtu.

Automatické poloautomatické zariadenie na zváranie
Napríklad môžete nastaviť toto poloautomatické pre rôzne hrúbky zváraného kovu. Tenká vrstva dobre "varela" na nastaveniach: "1", "max" a hladké nastavenie bolo na "7". Hrubšie listy lepšie vyskúšať inštaláciu: "2", "max", "8".
Počas práce s poloautomatickým zariadením môžu byť rôzne výsledky zvárania. V závislosti od aktuálnej sily môžete získať nasledujúce výsledky:

Výsledok zvárania s rôznym prúdom
Prvý prípad
Prúd je príliš malý, takže nie je žiadne rozširovanie kovu nad povrchom a časť sa nezohrieva, čo zhoršuje párenie. Ukazuje sa, že neexistuje "zlyhanie". Potrebujete zvýšiť prúd.
Druhý prípad
Prúd je správne nastavený, kov je dostatočne rozptýlený a ohrev zvarenej časti je viditeľný. Na zadnej strane listu je viditeľná malá kovová kvapka.
Tretí prípad
Prúd je väčší ako povolená hodnota. Tavená kvapka z drôtu je príliš "prešmyknutá". Na druhej strane je zrejmá veľká kvapka roztaveného kovu.
Štvrtý prípad
Významný nadbytok prípustného prúdu do takej miery, že sa vytvárajú výpalky medzi koncovými bodmi. Vyžaduje výrazné zníženie sily prúdu, kým sa nezobrazí malá kvapka bez pálenia.
Možné problémy pri prevádzke poloautomatického zvárania
Nie všetky práce sa vykonávajú v normálnom režime. Z dôvodu prevádzkových chýb alebo chybného zariadenia sa môžu vyskytnúť abnormálne situácie.

Nesprávny výber prúdu
Keď je prúd nastavený príliš vysoko, dochádza k vyhoreniu kovu. Môže tiež tvoriť kvapku roztaveného drôtu, ktorý vyčnieva z medeného hrotu. Ak nastane takáto situácia, dodatočné podávanie drôtu môže viesť k pretrhnutiu pri opustení podávača.
Nesprávne nastavenie svorky v podávači mechanizme
Ak je priechod drôtu medeným hrotom zablokovaný, potom sa rozbije v podávači. To naznačuje príliš veľkú prítlačnú silu. Pri správnom nastavení kábel skĺzne skôr než sa zlomí. Táto udalosť naznačuje opak - upínajúca sila nedokáže dostatočne zafixovať drôt.
V tomto prípade sa môže vyskytnúť "uchopenie" na špičke a nemalo by súvisieť s veľkosťou inštalovaného prúdu.
Rovnaké výsledky sa vyskytujú, keď je prívod drôtu príliš pomalý.
Nízka spotreba plynu
V takejto situácii je potrebné správne nastaviť prevodovku. Môžete sa sústrediť na približnú spotrebu 8-10 litrov za minútu s priemerom drôtu 0,8 mm. Napriek tomu, že v príručke pre poloautomatické zariadenia sa navrhuje, aby bolo možné do 3 litrov, ale v praxi to nestačí.


